



详情介绍
|
项目名称:啤酒行业节能方案 项目概述:目前用户用热水需求量较大的工艺为: |
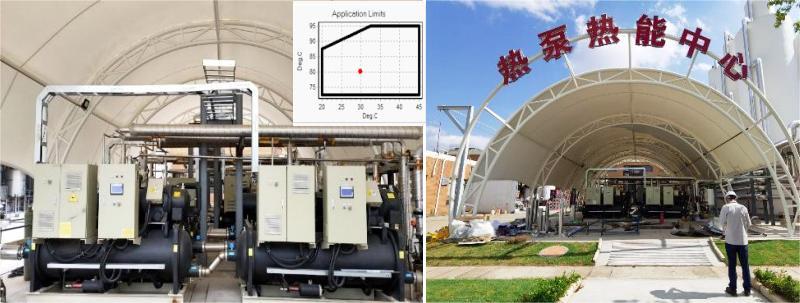 |
| 减碳及经济性分析 | |||
| 改造前 | 热源型式 | / | 购买蒸汽 |
| 需求热功率 | kW | 1800 | |
| 蒸汽消耗量 | 吨蒸汽/h | 2.6 | |
| 单价 | 元/(吨蒸汽) | 320 | |
| 运行时间 | h | 8000 | |
| 年化运营成本 | 万元 | 658.3 | |
| 改造后 | 热源型式 | / | 热泵产生蒸汽 |
| 吨蒸汽消耗量 | kW*h/(吨蒸汽) | 320.0 | |
| 总消耗电量 | kW | 822.9 | |
| 电价 | 元/(kw*h) | 0.75 | |
| 年化运营成本 | 万元 | 493.7 | |
| 经济性 | 年化减碳量 | 吨/年 | 4033.6 |
| 碳交易价格 | 元/吨 | 58 | |
| 预计减碳收益 | 万元/年 | 23.4 | |
| 年化节省费用 | 万元/年 | 164.6 | |
|
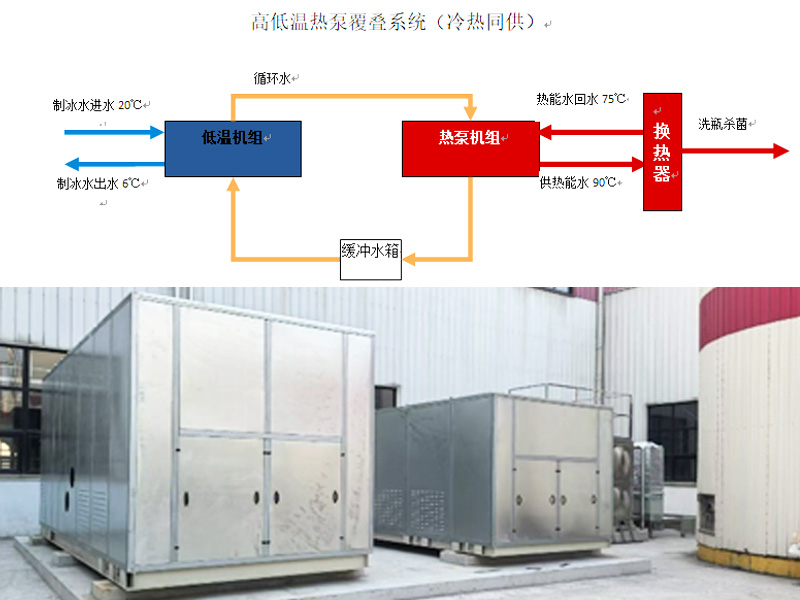
项目名称:冷热同供 项目概述:用冷:制取冰水或脱氧水;用热:包装车间洗瓶、杀菌供热 |
 |
|
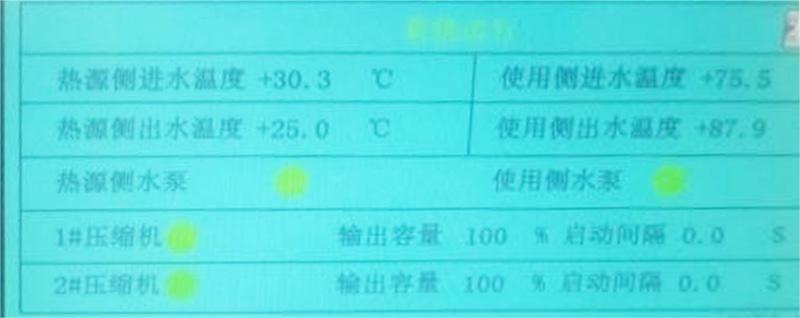
项目名称:氨制冷机组冷凝热余热回收 项目概述:某国际知名啤酒厂: |
 |
服务热线:
电话:020-89859431
手机:13129309431
地址:广州市黄埔区开源大道11号浙江大学华南工业技术研究院六层
北京市朝阳区SOHO现代城D座3008号
浙江省嘉兴市新埭镇虹桥北路588号